联系人:吴总
手 机:133-0521-0086 / 152-6201-1268
邮 箱:xzrx2008@126.com
网 址:www.jsjuyang.com
地 址:徐州市金驹物流园工程机械展销中心13-14号
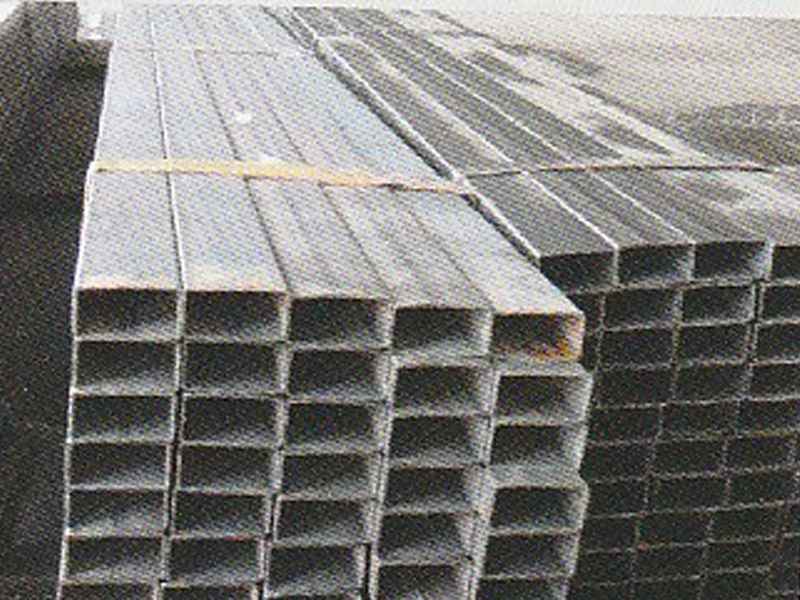
徐州钢材市场的不锈钢焊管滚卷成型方法中,首先把符合规定(厚度和材料)的不锈钢板按照规定的宽度和长短开展切割,再根据木材的厚度决定是否开槽。成型的一步是预弯,随后用卷板机将不锈钢板卷成张口管。

江苏巨洋金属贸易有限公司的辊轧成型工艺:开料→开槽(厚度>6mm)→预弯→滚压成型→开槽清除→焊接。
这类成型方式的关键是接口处的弯折成型,需要达到标准的曲率半径。是为接下来焊接和精加工发挥特长。因而,在冷轧前,必须事先在专业设备中对其2个边沿开展折弯,成型后曲率半径贴近焊管半经。这一成型过程被称作预弯曲。之后在滚压机上滚压成型。辊压成型时,慢慢调节轧辊的压下量,规定往复辊压,直到两侧并拢;当圆度符合规定时,清除焊接并点焊,进行辊压成型。
这类成型方式的特点是:成型规格范围大,成型质量好,设备简易,成本低,使用方便,适用小批量、厚壁、大管经焊管生产。这类成型方式的缺点是,它遭受辊的长度和直径的限定,而且可成形钢管长度、厚度和直径也受限制。此外,辊压成型还会在钢管表面产生刮痕和凹坑,危害焊管的表层质量。次之,劳动效率也很大。
当板才厚度超出卷板机的成型水平,滚压成型困难时,可将钢板加温开展热扎成型;但加温不锈钢板需要注意,要注意加温温度,避免耐蚀性降低,延性提升。
联系人:吴总
联系电话: 133-0521-0086
公司网址:www.jsjuyang.com
公司地址:徐州市金驹物流园工程机械展销中心13-14号

服·务·热·线
152-6201-1268